ISWЕPКҪлxРДұГ№КХПЯMРРҷzРЮәЬЦШТӘ
һgУ[ҙО”өЈә2710°lІјИХЖЪЈә2024-03-19
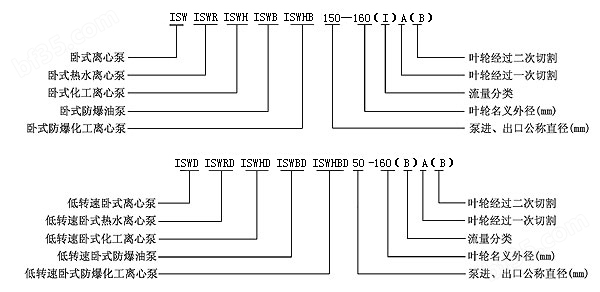
ЎЎЎЎISWЕPКҪлxРДұГКЗТ»·NёЯР§№қДЬөДұГоҗ®aЖ·��Ј¬ҫЯУРТФПВМШьcәНУГНҫЈә ЎЎЎЎ
ЎЎЎЎ1�ЎўЯ\РРЖҪ·ҖЈәУЙУЪұГЭSөДҪ^ҢҰН¬РД¶ИТФј°И~ЭҶөДғһ®җ„УмoЖҪәвЈ¬ISWРНЕPКҪ№ЬөАлxРДұГДЬүтұЈЧCЖҪ·ҖЯ\РР���Ј¬ҺЧәхӣ]УРХс„У�����ЎЈ
ЎЎЎЎ
ЎЎЎЎ2��ЎўГЬ·вРФДЬәГЈәІЙУГІ»Н¬ІДЩ|өДУІЩ|әПҪрГЬ·в���Ј¬ҙ_ұЈБЛұГөДГЬ·вРФДЬ�Ј¬ҝЙТФЧцөҪөОЛ®І»В©��ЎЈ
ЎЎЎЎ
ЎЎЎЎ3����ЎўҪYҳӢФOУӢғһ»ҜЈәлxРДұГКЗғһ»ҜБЛөДSРНлxРДұГЕcБўКҪұГөДҪYҳӢҪMәПФOУӢ����Ј¬°ҙХХҮшлHҳЛңКISO2858әНҮшјТ№ЬөАлxРДұГҳЛңКJB/T53058-93ЯMРРФOУӢЦЖФмөД®aЖ·ЎЈ
ЎЎЎЎ
ЎЎЎЎ4����ЎўУГНҫҸV·әЈәЯmУГУЪЭ”ЛНЗеЛ®ј°ОпАн»ҜҢWРФЩ|оҗЛЖУЪЗеЛ®өДЖдЛыТәуwЈ¬ҸV·ә‘ӘУГУЪ№ӨҳIәНіЗКРҪoЕЕЛ®���ЎўёЯҢУҪЁЦюФцүәЛНЛ®���ЎўҲ@БЦ№аёИЎўПы·АФцүәөИ¶а·NҲцәП�ЎЈ
ЎЎЎЎ

ЎЎЎЎЕPКҪлxРДұГ‘{ҪиЖд·Җ¶ЁөДЯ\РРРФДЬЎўБјәГөДГЬ·вР§№ы��Ўўғһ»ҜөДФOУӢТФј°ҸV·әөД‘ӘУГҲцҫ°�Ј¬іЙһйБЛФS¶а№ӨҳIәНКРХю№ӨіМЦРөДФOӮд�����ЎЈФЪЯx“сәПЯmөДұГоҗ®aЖ·•r��Ј¬лxРДұГТтЖдёЯР§№қДЬөДМШРФ¶шіЙһйБЛТ»ӮҖАнПлөДЯx“с����ЎЈ
ЎЎЎЎ
ЎЎЎЎ1.ҷzРЮЗ°өДңКӮд
ЎЎЎЎ
ЎЎЎЎ1.1ҪMҝ—ңКӮд
ЎЎЎЎ
ЎЎЎЎ”M¶ЁҷzРЮУӢ„қ��Ј¬ҷzРЮУӢ„қ‘Ә°ьАЁҷzРЮн—Дҝ�����ЎўҷzРЮИЛҶTөДЕдӮд��ЎўҷzРЮ¶Ёо~�����ЎўҷzРЮЯM¶И���ЎўТЧ“pјюј°№ӨҫЯІДБПУӢ„қ����ЎЈ
ЎЎЎЎ
ЎЎЎЎ1.2ОпЩYңКӮд
ЎЎЎЎ
ЎЎЎЎ1.2.1°ҙХХРиТӘЈ¬ңКӮдІрР¶әНСbЕдУГөДТ»°г№ӨҫЯІДБП�����Ј¬ҷzРЮУГБҝҫЯәН№ӨҫЯ�ЎЈ
ЎЎЎЎ
ЎЎЎЎ1.2.2°ҙУӢ„қңКӮдәГТЧ“pЕдјю��ЎўПыәДІДБП�ЎЈ
ЎЎЎЎ
ЎЎЎЎңКӮдәГҷzРЮУӣдӣҝЁЈ¬ТФұгЧцәГјјРg”ө“ю№ӨЧч�ЎЈ
ЎЎЎЎ
ЎЎЎЎ2.Л®ұГІрР¶әНСbЕдЦРөДЧўТвКВн—
ЎЎЎЎ
ЎЎЎЎ2.1Л®ұГөДІрР¶ЕcСbЕд‘Ә°ҙнҳРтЯMРРЈ¬ІрР¶•r‘ӘПИНв�ЎўәуғИЈ¬СbЕд•rЕcҙЛПа·ҙ����Ј¬І»ТӘГӨДҝРUёЙЈ¬ТӘУӣЧЎёчІҝјюПа»ҘйgөДСbЕдкPПөәНІрР¶ЕcСbЕдёчІҝјюөДЕдәП№«Іо�����Ј¬ІўЧцәГУӣдӣ����Ј¬ТФұгЧчһйПВҙОҷzРЮ…ўҝјәНЕР”а��Ј¬ҢҰИЭТЧ»мПэІҝјю‘ӘУРҳЛУӣ�Ј¬ТФГвеeХ`���ЎЈ
ЎЎЎЎ
ЎЎЎЎ2.2ІрПВЭ^ҙуөДІҝјю‘Ә·ЕФЪЕ_КҪХнДҫјЬЙП���Ј¬ҢҰУЪЭ^РЎөДБгІҝјю°ҙ·ЦоҗЎўҫҺМ–·ЕФЪН°ғИ�����Ј¬ТФГвҒGК§әНеeДГ�ЎЈ
ЎЎЎЎ
ЎЎЎЎ2.3ФЪІрР¶ЎўСbЕдЯ^іМЦР��Ј¬‘ӘәПАнөДК№УГ№ӨҫЯ�ЎўҪыЦ№УГҙуеNГНҙтІҝјюЈ¬УГРЎАЖо^ЗГҙтөДөШ·Ҫ‘ӘУГг~°ф»тДҫүKү|ЖрҒн�ЎЈ
ЎЎЎЎ
ЎЎЎЎ2.4ІрР¶ГЬәПГж•rІ»өГУГұвзP»тВЭҪzө¶ҸҠРРҙтИлЈ¬ЛщУГІҝјюөДГЬәПГж��ЎўДҘІБГж���Ўўҫ«јУ№ӨГжұШнҳұЈіЦ№вқҚ���Ј¬І»ДЬУГҙЦЙ°јҲҙтДҘ�����Ј¬ёьІ»ТӘЕцӮы����ЎЈ
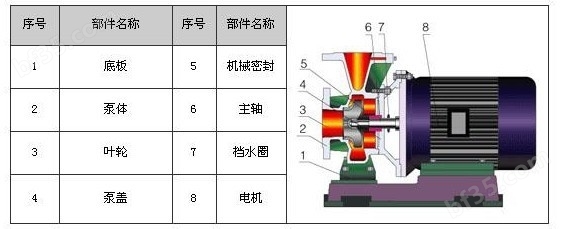
ЎЎЎЎ3.ЕPКҪлxРДұГөДҷzРЮ
ЎЎЎЎ
ЎЎЎЎ3.1ұГЭSөДРЮҸН
ЎЎЎЎ
ЎЎЎЎ3.1.1ұГЭSөДҷzІйј°ҸқЗъөДңyБҝ���Ј¬КЧПИҷzІйЭSЕcЭSіРЎўИ~ЭҶј°ЭSМЧЕдәПМҺУРҹoҹэәЫ�����ЎўдPОg���ЎўөфүKөИ¬FПу�����Ј¬ҢҰұнЖӨЭpОўөфүKөДҝЙІЙИЎРЎлҠБчСaәё����ЎўҪӣЬҮПч»тҙтДҘјҙҝЙЎЈЭSҸқЗъңyБҝ•r�Ј¬ҝЙҢўЭSҠAФЪҷCҙІЙПЯMРРЈ¬ТӘЗуЖдҸҪПтМш„У��Ј¬ЦРйg≤0.05mm�����Ј¬ғЙ¶Л≤0.02mm���ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.1.2ЭSҸқЗъРЈХэ�����Ј¬ҢҰЦРРНұГЭSЈЁ24УўҙзТФПВЈ©ІЙУГАдүә����Ј¬ҢҰҙуРНұГЭSІЙУГСхТТИІ»рСжРЈХэ��ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.1.3ҢҰДҘ“pҹэәЫҮА‘НөДЭSоiҝЙІЙУГ“ҹбҮҠНҝ�ЎўҮҠәё”әНлҠЛўеғ№ӨЛҮЯMРРРЮҸНЎЈ
ЎЎЎЎ
ЎЎЎЎ3.2ЭSіРКТөДРЮҸН
ЎЎЎЎ
ЎЎЎЎ3.2.1»¬„УЭSіРөДРЮҸН
ЎЎЎЎ
ЎЎЎЎ3.2.1.1ЭSНЯөДҷzІйўЩҷzІйЭSНЯУРҹoБСҝp»тГ“Ц¬��Ј¬ИзУРјҙҝЙёь“QЈ»ўЪҷzІйУНӯhЮD„УЗйӣr���Ј¬ұЈЧCУНӯhФЪРэЮD•rДЬЧФУЙЮD„У�Ј»ўЫҷzІйЭSНЯЕcЭSоiҪУУ|Зйӣr����Ј¬ТӘЗуПВНЯЕcЭSоiҪУУ|Гжһй2/3ЈЁ65°±5Ј©Ј¬ҪУУ|ьcһй1Ў«3ьc/cm3��Ј¬ЙПНЯЕcЭSоiҪУУ|Гжһй1/3�����Ј¬ПВНЯҪУУ|ҪЗЯ^ҙу�Ј¬лmИ»іРЭdБҰҸҠЈ¬ө«РОіЙУНДӨІ»әГ�����Ј¬ЖЖүДқҷ»¬Р§№ы�Ј¬К№НЯ°lҹб����Ј¬ҪУУ|Я^РЎ��Ј¬•юјУ„ЎЭSНЯөДДҘ“p����Ј¬ҝs¶МК№УГүЫГь��ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.2.1.2ЭSНЯөДёь“Qј°№ОСР
ЎЎЎЎ
ЎЎЎЎҢҰУЪҹэӮыҮАЦШөДЭSНЯҝЙТФёь“QРВНЯ�Ј¬ҢҰУЪЭpОўҹэӮыөДЈ¬ҝЙІЙУГ№ОСРөДЮk·ЁЯMРРРЮҸН��Ј¬·Ҫ·ЁКЗФЪНЯГжЙПДЁЙПТ»ҢУәЬұЎөДјtгUУНЯMРРСРНЯ�����Ј¬СРНЯ•rІЙУГұPЬҮСРНЯ�Ј¬№ОПч•rҝЙІЙУГ45°Ҫ»еe·ҪПтЯMРРЈ¬лSҪУУ|ьcөДФцјУ��Ј¬№Оө¶УГБҰТӘРЎ���Ј¬Ҫӣ·ҙҸН№ОСРјҙҝЙЯ_өҪТӘЗу��ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.2.1.3ЭSНЯйgП¶өДХ{Хы
ЎЎЎЎ
ЎЎЎ��ЎўЩйgП¶өДҙ_¶ЁЈәЭSНЯйgП¶Я^ҙу�Ј¬ЭSоiМш„УТэЖрЛ®ұГЯ\РР•rХс„УЈ¬йgП¶Я^РЎІ»ДЬРОіЙУНДӨ�����Ј¬ФміЙЭSЕcНЯЦұҪУҪУУ|ДҘІБ���Ј¬К№НЯ°lҹб�����Ј¬ҮАЦШ•rҝЙДЬҹэүДНЯ���Ј¬ЭSНЯн”йgП¶өДҙуРЎИЎӣQУЪЮDЛЩЎўЭSҸҪ���ЎўүәБҰј°УНөДХі¶И�Ј¬Т»°гИЎЭSҸҪөД1/1000Ў«2/1000����Ј¬ӮИйgП¶өИУЪн”йgП¶өДТ»°л����ЎЈ
ЎЎЎЎ
ЎЎЎ�����ЎўЪЭSНЯйgП¶Х{Хы·Ҫ·ЁЈәУГЦұҸҪһй1Ў«1.5mmөДұЈлUҪz����Ј¬·Ц„e·ЕФЪЭSоiн”ІҝЕcЭSНЯғЙӮИЙП�ЎўПВҪYәПГжЙПЈ¬ЙwЙПЭSіРүәЙw��Ј¬ҢҰ·Qҫщ„тҲФ№МүәЙwВЭЛЁ�Ј¬И»әуЛЙй_ВЭЛЁЈ¬ИЎіцЛщүәұЈлUҪzңyБҝЛщүәұЈлUҪzөДәс¶И�����Ј¬ЭSНЯғЙӮИЛщјУү|ЧУөДЖҪҫщәс¶ИөИУЪғЙӮИЛщүәұЈлUҪzөДЖҪҫщәс¶ИңpИҘЭSоiн”ІҝЛщүәұЈлUҪzөДЖҪҫщәс¶ИФЩјУЙПЛщТӘЗуөДн”йgП¶Цө����Ј¬ү|Ж¬І»өГҪУУ|ЭSоiЎЈ
ЎЎЎЎ
ЎЎЎ����ЎўЫЭSНЯӮИйgП¶өДХ{ХыЈәӮИйgП¶Х{ХыҝЙҪYәП№ОНЯ•rЯMРРЈ¬УГИыіЯЯMРРңyБҝЈ¬ІеИлЙо¶ИһйЭSҸҪөД1/4�����ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.2.1.4ЭSНЯЭSіРүәЙwҫoБҰөДХ{Хы
ЎЎЎЎ
ЎЎЎЎһйБЛ·АЦ№ЭSНЯФЪЯ\РР•rМш„У��Ј¬ұШРиТӘЗуЭSНЯЕcүәЙwУРТ»¶ЁөДҫoБҰ��Ј¬Т»°гТӘЗуҫoБҰФЪ0.04Ў«0.08mm��Ј¬Х{ХыөД·Ҫ·ЁҝЙЕcХ{ХыЭSНЯн”йgП¶ПаН¬���Ј¬ФЪЭSНЯұіГжЙПәНЭSіРүәЙwғЙӮИ·Ц„e·ЕИлұЈлUҪzјҙҝЙ���Ј¬Из№ыҫoБҰМ«РЎЈ¬ҝЙФЪЭSНЯұіЙПјУЯm®”әс¶ИөДү|Ж¬�����ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.2.2қL„УЭSіРөДёь“Q
ЎЎЎЎ
ЎЎЎЎ3.2.2.1ЗеПҙәуҷzІйЭSіРғИ��ЎўНвИҰ�ЎўқLЗтУРҹoдPОgВйьcЈ¬УРҹoЖЖБСәН®җіЈВ•Тф�����Ј¬ңyБҝЖдУОП¶КЗ·с·ыәПТӘЗу�ЎЈ
ЎЎЎЎ
ЎЎЎЎқL„УЭSіРйgП¶ҳЛңКЈЁmmЈ©
ЎЎЎЎ
ЎЎЎЎЭSіРғИҸҪЈЁmmЈ©қLЦйКҪқLЦщКҪҳOПЮЦө
ЎЎЎЎ
ЎЎЎЎ55Ў«800.01Ў«0.020.06Ў«0.080.2
ЎЎЎЎ
ЎЎЎЎ85Ў«1200.02Ў«0.030.08Ў«0.10.2
ЎЎЎЎ
ЎЎЎЎ130Ў«1500.03Ў«0.040.1Ў«0.120.3
ЎЎЎЎ
ЎЎЎЎ3.2.2.2ёь“QРВЭSіР•rЈ¬КЧПИҷzІйЭSіРВ•ТфКЗ·сХэіЈ���Ј¬УРҹoВйьc���Ј¬ңyБҝЖдУОП¶Ј¬ҙ_¶ЁЕcЭSоiөДЕдәПіЯҙзЈЁһйЯ^УҜЕдәПЈ©�ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.2.2.3ёь“QРВЭSіРТ»°гАыУГјУҹб·ЁЈ¬ҢўЭSіР·ЕФЪУНІЫғИЯMРРјУҹб����Ј¬ЦБ90ЎжЎ«100ЎжјҙҝЙСbИлЎЈ
ЎЎЎЎ3.3И~ЭҶөДРЮҸНј°ёь“Q
ЎЎЎЎ
ЎЎЎЎ3.3.1И~ЭҶУЙУЪйL•rйgөДК№УГ�Ј¬ФміЙИ~Ж¬ј°ҝЪӯhЕдәПМҺӣ_ЛўЖыОgҮАЦШЈ¬ҢҰУЪд“ЦЖИ~ЭҶҝЙІЙУГлҠәёСaәё����Ј¬И»әуЯMРРЬҮПч»тҙтДҘЈ¬јҙҝЙК№УГ�����ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.3.2ҢҰУЪіцЛ®И~Ж¬»тЯMЛ®И~Ж¬ӣ_Лў»тЖыОgҮАЦШөДЈ¬ҝЙІЙУГд“°еСaәё���ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.3.3ёь“QИ~ЭҶ•r���Ј¬ТӘҢҰХХҢҚОпЧРјҡңyБҝИ~ЭҶёчӮҖіЯҙзЈ¬СbЕд•rЧўТв·ҪПт���ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.3.4УР—lјюЧцТ»ҙОмoЖҪәвФҮтһ�ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.4ГЬ·вӯhөДёь“Q
ЎЎЎЎ
ЎЎЎЎёь“QҝЪӯh•r�����Ј¬ТӘЧРјҡңyБҝЖдғИНвЦұҸҪ�����Ўў°лҲAжIЕcФӯҡӨҲAІЫөДЕдәПіЯҙз�Ј¬ІўЗеіэФӯҡӨј°°лҲAІЫЙПөДдPОgј°ОЫ№ёЈ¬ңyБҝЖдғИҸҪЕcИ~ЭҶөДЕдәПҸҪПтйgП¶���Ј¬Т»°гёщ“юФҮтһТӘЗуЖдҝӮйgП¶һйҝЪӯhғИҸҪөД0.002ұ¶���Ј¬ЖдЭSПтйgП¶Т»°гһй0.5Ў«1mm�����ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.5ұГЙwөДРЮҸНј°СbЕд
ЎЎЎЎ
ЎЎЎЎ3.5.1ҢҰУЪұГҡӨөДЖыОgҮАЦШ��Ј¬ҝЙІЙУГӯhСхҪрд“Й°ЯMРРНҝЧoЈ¬ұнГжНҝЙПТ»ҢУҸ—РФІДБПјҙҝЙ��ЎЈ
ЎЎЎЎ
ЎЎЎЎ3.5.2СbЕдұГЙw•r����Ј¬ТӘЧРјҡЗеіэұГЙwЕcҝЪӯhЕдәПГжЎўЦРй_ГжЙПөДдPОgУН№ё�����Ј¬ңyБҝұГЙwЕcҝЪӯhөДҫoБҰ��Ј¬Т»°гТӘЗуҫoБҰһй0.03Ў«0.05mm�����Ј¬ңyБҝ·Ҫ·ЁКЗ·Ц„eФЪҝЪӯhн”ІҝәНЦРй_ГжЙП·ЕИл1Ў«1.5mmөДұЈлUҪz��Ј¬И»әуҫщ„т”QҫoұГЙwВЭЛЁ�����Ј¬°СЦРй_ГжЛщүәұЈлUҪzөДЖҪҫщәс¶ИңpИҘҝЪӯhн”ІҝЛщүәұЈлUҪzөДЖҪҫщәс¶ИЈ¬ҙ_¶ЁЦРй_ГжҙІү|ЧУөДәс¶И�����Ј¬Из№ыУӢЛгҙІү|іц¬Fн”ІҝһйШ“ЦІ•r�Ј¬zuiҙуШ“ЦөІ»өГі¬Я^0.03mmЎЈ
ЎЎЎЎ

ЎЎЎЎ3.6МоБПәҜөДҷzРЮ
ЎЎЎЎ
ЎЎЎЎСbЕдЭSМЧ•r�Ј¬‘ӘңyБҝЕcЭSөДЕдәПМҺөДіЯҙзЕcМоБПМЧөДЕдәПіЯҙзЈ¬ҸҪПтҶОЯ…йgП¶һй0.3Ў«0.5mm����Ј¬МоБПүәЙwНвҲAұЪЕcМоБПЧщғИҲAЦ®йgөДҸҪПтҶОЯ…йgП¶һй0.1Ў«0.2mmЈ¬МоБПүәЙwғИҲAЕcЭSМЧҸҪПтҶОЯ…йgП¶һй0.4Ў«0.5mm�����ЎЈёь“QұPёщ•r����Ј¬ГҝИҰҪУҝЪ‘Әеeй_Ј¬ІўЧўТвЛ®·вӯhЯMЛ®ҝЧ‘ӘҢҰңКТэЛ®ҝЧЈЁ·АЦ№ЯMҡвЈ©�����ЎЈ

 В“ПөQQЈә1597533116
В“ПөQQЈә1597533116 В“Пөа]ПдЈәequanby@163.com
В“Пөа]ПдЈәequanby@163.com ӮчХжЈә86-21-59266228
ӮчХжЈә86-21-59266228 В“ПөөШЦ·ЈәЙПәЈКРЗаЖЦ…^ҪрқЙ№ӨҳIҲ@…^
В“ПөөШЦ·ЈәЙПәЈКРЗаЖЦ…^ҪрқЙ№ӨҳIҲ@…^

 дNКЫІҝ
дNКЫІҝ ЧЙФғлҠФ’
ЧЙФғлҠФ’